
SMART MANUFACTURING
Improve processes and quality with our manufacturing efficiency experts! Leverage our unique test expertise to accelerate your organization’s digital transformation.

PROTOTYPING & CONSULTING SERVICES
Tap our extensive expertise to prototype a test solution, validate your test specs, commission a feasibility study or implement Design for Test best practices.
AUTOMATED TEST SOLUTIONS
Take variability out of your processes, reduce downtime and get to zero defects as quickly as possible by automating and standardizing your test equipment and sequences.
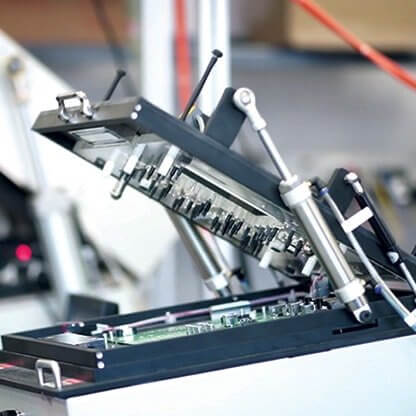
IN-LINE TEST SYSTEMS
Get to market with confidence thanks to our fully automated test & measurement solutions that can include vision systems, robotics, material handling and more.

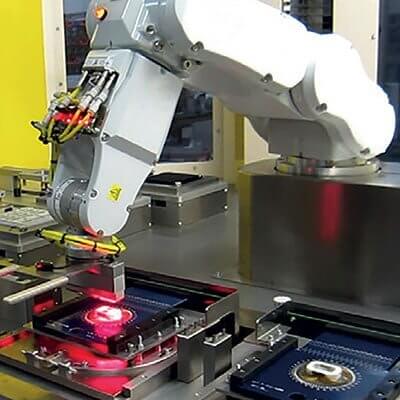
PRECISION ASSEMBLY & PRODUCTION
Learn about our ultra-precise handling, positioning, gluing, curing and component assembly capabilities, including vision inspection and quality-control systems.

TEST SYSTEM REPLICATION
When it’s time for multiple, identical test stations, profit from our state-of-the-art manufacturing centers to get it right, including global shipping and support.
PRODUCTS
Validate Product Features Faster Than Ever
Rely on our award-winning instruments for the most rigorous, standards-based test tools available.

RF SIGNAL TESTERS
Our state-of-the art turnkey solutions for RF recorders, transmitters and receivers set the standard for powerful, flexible and productive RF testing.

SMART DATA MANAGEMENT
Our intuitive and easy-to-use software solutions simplify and manage the vast amounts of digital thread being produced throughout connected factories.

PROTOCOL SOLUTIONS
We offer the ultimate all-in-one verification and protocol analysis solutions that accelerate quality testing for your device and quickly get it to market.
Follow Our Test Guru!
Get up to speed with the latest tech trends, best practices and tips shared in our eBooks, white papers and more.

Want to Partner with Averna?
Business Process Outsourcing
